AQUA EX 3刃钻 高硬型
高精度钻孔加工
使用切削平衡性出众的3片刃,实现高精度加工
使用寿命长
通过采用耐热性、耐磨性出众,适用于高硬度材料的超硬材质与AQUA-EX涂层,延长了使用寿命!!
高进给加工
采用兼具锐度和强度的刀尖形状,通过小扭转角实现主体的高刚度化,从而实现稳定的高进给加工
产品系列
Ø3 ~ Ø16

特点
切削平衡性出众,最适合的沟槽、刀尖形状的3片刃钻头
 |
高精度钻孔加工
|
提高了耐热性、耐磨性的AQUA-EX涂层
AQUA EX 涂层
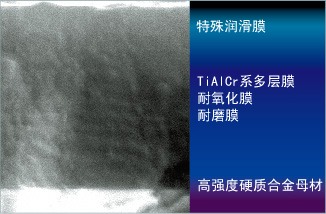
- 通过特殊润滑膜和平滑处理,实现顺畅的切屑排出性
- 配置Al含量较多的涂层,确保高耐氧化性(1100°C)
- 通过多层化,抑制膜的龟裂扩散。通过适度的压缩应力,实现膜的高硬度化(3300HV)。
提高耐磨性。
耐氧化性评价 ( 大气中1100℃ - 个小时保持后的氧化状态 )
其它公司产品 (耐氧化产品目录值1200°) 全氧化 |
AQUA EX 涂层 约50%氧化 |
适用加工材料
|
低碳素钢 SS400, S10C |
碳素钢 S45C, SCM440 |
预硬钢 SUJ, NAK |
调质钢 SKD, SKH |
淬硬钢 Hardened Steels |
|
|---|---|---|---|---|---|
| 30 |
40 |
50 |
|||
| × | × | × | × | ||
|
不锈钢 |
耐热合金 Ti/Ni Alloys |
铸铁 FC/FCD |
铝合金 AC/ADC |
铜•铜合金 Cu |
|
| SUS304 | SUS420 | ||||
| × | × | × | × | × | |
![]() :非常适用
:非常适用 ![]() :适用 ×:不适用 无标记:不推荐
:适用 ×:不适用 无标记:不推荐
性能
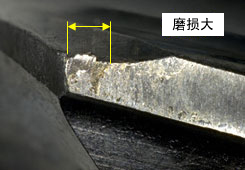
采用SKD61(53HRC)使用寿命延长
200孔加工后的磨损比较
| 其它公司同等产品 | AQDEX3FH |
 |
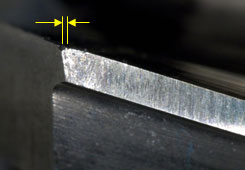 |
| 248孔加工后的磨损 | 500孔后停止加工(可继续使用) |
| 加工条件 | |||||
|---|---|---|---|---|---|
| 钻头直径 | : | Ø6 | 切削油 | : | 水溶性切削油 |
| 切削速度 | : | 40m/min | 加工深度 | : | 18mm |
| 进给速度 | : | 265mm/min | 通孔 | : | 阶式 6mm |
| 加工材料 | : | SKD61 (53HRC) | |||
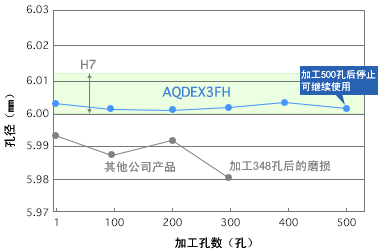
SKD11(60HRC)高硬度材料的钻孔精度
通过高硬度材料实现高精度加工并延长使用寿命
钻孔精度
| 加工条件 | |||||
|---|---|---|---|---|---|
| 钻头直径 | : | Ø6 | 切削油 | : | 水溶性切削油 |
| 切削速度 | : | 20m/min | 加工深度 | : | 18mm |
| 进给速度 | : | 80mm/min | 通孔 | : | 无阶式 |
| 加工材料 | : | SKD11 (60HRC) | |||