GSX-VL铣刀 粗铣型
振动抑制效果
对工具负荷较大的粗加工、重切削加工中,通过不等分割、不等距导程形状提高加工时的振动抑制效果,并有效抑制崩刃和磨损
使用寿命长
通过采用耐崩刃性出众的超硬材质与GSX II涂层,延长了使用寿命
适用于多种加工
适用于从沟槽加工到凹槽加工的所有类型加工,充分发挥卓越的切削性能
产品系列
Ø4~Ø20 - 13种型号

特点
提高耐崩刃性,可实现高效率加工,最适用于不等分割、不等距导程的形状
波形锯齿形状
|
 |
适用加工材料
|
低碳素钢 SS400, S10C |
碳素钢 S45C, SCM440 |
预硬钢 SUJ, NAK |
调质钢 SKD, SKH |
淬硬钢 Hardened Steels |
|
|---|---|---|---|---|---|
| 30 |
40 |
50 |
|||
|
不锈钢 SUS304 |
耐热合金 Ti/Ni Alloys |
铸铁 FC/FCD |
铝合金 AC/ADC |
铜•铜合金 Cu |
石墨 Graphite |
![]() :非常适用
:非常适用 ![]() :适用 ×:不适用 无标记:不推荐
:适用 ×:不适用 无标记:不推荐
GSX II涂层
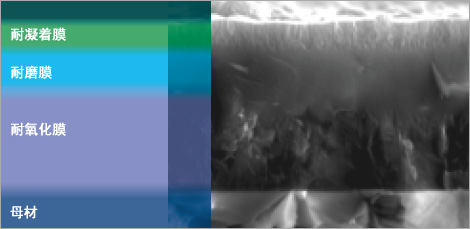
- 通过高耐氧化性和散热性,实现了卓越的耐热性
- 全新的层合结构实现了高硬度
- 通过膜的晶体结构最优化,提高了耐磨性、耐凝着性
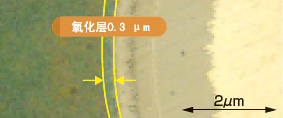
远超越其他公司的耐热性
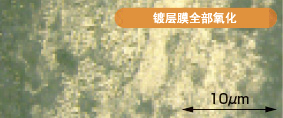
耐氧化性评价(放置在空气中1100°C 1小时后的膜厚测定痕迹)
| 涂层(耐氧化温度) | 膜厚测定痕迹 |
GSX II涂层 1100°C |
 |
A公司 C涂层 1200°C (A公司产品目录值) |
 |
B公司 D涂层 1300°C (B公司产品目录值) |
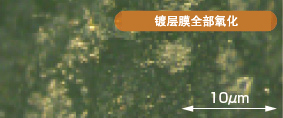 |
通过NACHI基准的耐氧化测定,相对于GSX II涂层的氧化层为表面0.3µm,其他公司的涂层产品的
涂层则全部氧化。
性能
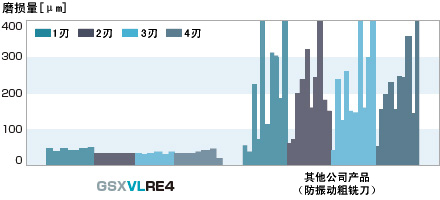
提高耐崩刃性,延长使用寿命
S50C沟槽加工10m加工后的磨损比较
| 切削条件 | |||||
|---|---|---|---|---|---|
| 工具 | : | GSXVLRE4 Ø10 |  |
||
| 切削速度 | : | 130m/min | |||
| 进给速度 | : | 1000m/min 0.06mm/tooth |
|||
| 进给量 | : | ap10mm 沟槽加工 | |||
| 加工材料 | : | S50C | |||
| 切削油 | : | 水溶性 | |||
| 切削长度 | : | 10m | |||
GSXVLRE4

GSXVLRE4无缺口,可连续加工
其它公司产品

出现多处缺口