DLC半径铣刀
铝合金的干式加工
采用具有高硬度、低摩擦系数、耐磨性等特性的DLC(类金刚石碳)涂层技术,可进行铝合金的干式加工
出色的排屑功能
通过低摩擦系数的DLC涂层和大容屑槽,大幅提高了排屑功能,实现了高效率的三次元加工
高精度加工
通过锋利的刀尖形状,实现高精度、有光泽的精美加工(干式加工也可拥有媲美于湿加工的高质量加工面)



特点/性能
DLC的结构
DLC涂层摩擦系数小,铝金属不易熔敷
 |
 |
拥有出色排屑功能的刀尖形状
 |
 |
 |
 DLC球头铣刀 |
 普通的球头立铣刀 |
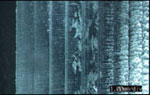
A5052材料的干式加工
| DLC球头铣刀 | 超硬无涂层合金立铣刀 | |
| R 底 部 |
 |
出现切屑阻塞现象 加工中止 |
| 槽 底 |
 |
 |
| 侧 面 (45 度 斜 面) |
 |
超硬无涂层合金立铣刀 |
超硬无涂层合金立铣刀
切削条件
| 立铣刀 | :R3mm |
| 切削速度 | :470m/min (25,000min-1) |
| 进给速度 | :3,000mm/min (0.06mm/齿) |
| 被切削材 | :A5052 |
| 切削油 | :吹气 |
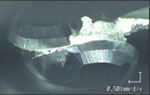
A5052材料的湿加工
| DLC球头铣刀 | 超硬无涂层合金立铣刀 | |
| R 底 部 |
|
 |
| 槽 底 |
|
 |
| 侧 面 (45 度 斜 面) |
|
 |

切削条件
| 立铣刀 | :R3mm |
| 切削速度 | :470m/min (25,000min-1) |
| 进给速度 | :3,000mm/min (0.06mm/齿) |
| 被切削材 | :A5052 |
| 切削油 | :吹气 |
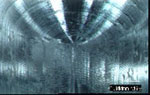
A5052材料的半干式加工
| DLC球头铣刀 | 超硬无涂层合金立铣刀 | |
| R 底 部 |
 |
 |
| 槽 底 |
 |
 |
| 侧 面 (45 度 斜 面) |
 |
 |
切削条件
| 立铣刀 | :R3mm |
| 切削速度 | :470m/min (25,000min-1) |
| 进给速度 | :3,000mm/min (0.06mm/齿) |
| 被切削材 | :A5052 |
| 切削油 | :半干式(8cc/h) |